
Титульный лист с заданием на практикум подписать у Шахнова В.А. до 1 марта.
Техническое задание
В рамках практикума должна быть исследована возможность выявления дефектов в области контроля и сформулировано диагностическое заключение по заданным в индивидуальном задании параметрам. В ходе работы необходимо выбрать подходящую по характеристикам установку контроля, описать алгоритм выполнения процедуры контроля и изобразить геометрическую схему контроля. Подробно рассмотреть чувствительность системы контроля и возможность выявления выбранных дефектов (Смотри в таблице "Дефекты печатных плат").
Результатом практикума должен являться выбор оптимального режима контроля электронной ячейки "НАЗВАНИЕ".
Рентгеновское излучение — электромагнитные волны
Энергия гамма фотонов больше энергии ультрафиолетового излучения.
Фотоны гамма-излучения (от ~10 эВ до МэВ), что соответствует длинам волн от ~103 до ~10−2 Å (от ~102 до ~10−3 нм).
Площадь сферы = 4pr2.

Установка рентгеновского контроля качества монтажа печатных плат.


В зависимости от характера расчетов толщина ослабляющего слоя может иметь размерность длины или размерность (масса/площадь). Соответственно коэффициент ослабления имеет размерность (длина)-1 (линейный коэффициент ослабления) или (площадь/масса) (массовый коэффициент ослабления).
Перечень материалов для защиты работы:
- Структурная схема установки контроля.
- Геометрическая схема контроля и параметры источника излучения и детектора.
- Алгоритм выполнения процедуры контроля. Для пустой платы и платы с компонентами.
- Чертеж печатной платы и сборочный чертеж ячейки с установленными не менее чем 10-ю компонентами и заданная погрешность измерения.
- Описание материала ПП и свойств установленных компонентов:
- Толщина диэлектрика и хим. Состав например:
воздух – 1 м, 0,755 N, 0,232 O, 0,013 Ar.
бетон – 0,1 м, 0,0056 Н, 0,4983 О, 0,0171 Na, 0,0024 Mg, 0,0456 Al, 0,3158 Si, 0,0012 S, 0,0192 K, 0,0826 Ca, 0,0122 Fe.
- Толщина проводников и хим. Состав например:
- Фольга 17 мкм Cu 0,999 ->1 + лужение ПОС60 ~100 мкм Sn 0,6 Pb 0,4
Все расчеты проводим для узкого пучка – используем полный массовый коэффициент ослабления (µ/r)tot,t
За эффективную энергию квантов принимаем значение 2/3 от анодного напряжения на рентгеновской трубке. Например: анодное напряжение 120 кВ соответствует эффективной энергии квантов зондирующего излучения 80 кэВ.
**Значения µ берем из справочника
«Сечения взаимодействия гамма-излучения» Э.Сторм, Х. Исраэль, Москва, Атомиздат 1973.

Где:
– H=хх мм — расстояние от источника излучения до детектора;
– h=хх мм — расстояние от источника излучения до объекта;
– t=хх мм — толщина платы;
– d=хх мм — диагональ детектора.
Геометрическую схему контроля привязать к параметрам выбранного источника излучения. Контролируемое изделие полностью засвечивается пучком излучения за одну экспозицию.
Дефекты печатных плат
|
Вид дефекта |
Описание дефекта |
Причина возникновения дефекта |
|
Дефекты проводящего рисунка: |
||
|
Вмятина |
Гладкое углубление в токопроводящей фольге |
Механическое воздействие постороннего предмета в результате несоблюдения условий хранения или транспортировки. |
|
Углубление |
Уменьшение толщины проводящего слоя, которое не проникает полностью к базовому материалу, а уменьшает сечение проводника. |
Заготовка с несоответствующими параметрами или нарушения в процессе осаждения меди на подложку. |
|
Царапина |
Отметка или порез на поверхности платы |
Механическое воздействие постороннего предмета в результате несоблюдения условий хранения или транспортировки. |
|
Раковина |
Дефект на участке проводящего рисунка в виде углубления, уменьшающего толщину проводникового материала. Отсутствие проводящего материала в локализованной зоне в границах проводника. |
Заготовка с несоответствующими параметрами. Нарушения в процессе осаждения меди на подложку. Вытравливание ямок является результатом остатков травителя, оставшегося на поверхности стенок. |
|
Заужение |
Уменьшение ширины проводника по сравнению с заданным значением на расстоянии, значительно превышающем ширину проводника. |
Неправильные температурные и временные режимы производства, воздушные пузырьки в электролите. |
|
Расширение |
Увеличение ширины проводника по сравнению с заданным значением на расстоянии, значительно превышающем ширину проводника. |
Загрязненная поверхность текстолита, механическое повреждение и искривление вследствие деформации печатной платы и т.д. Уменьшение пространства между проводниками может привести к электрическому дефекту или повлиять на емкость контура. |
|
Вырыв |
Уменьшение ширины проводника по сравнению с заданным, соотношение сторон дефекта составляет 1:2. |
Воздействие влаги, определяемое относительной влажностью воздуха, температурой и длительностью воздействия. |
|
Протрав (разрыв) |
Отсутствие проводящего материала в локализованной зоне, следствием чего является нарушение электрической связности проводника. |
Наличие участков проводящего рисунка, не покрытых гальванически осажденным металлорезистом. Повреждение металлорезиста при межоперационной транспортировке и в процессе травления меди с пробельных мест. |
|
Трещина |
Отсутствие проводящего материала в локализованной зоне в границах проводника. Глубина - до базового материала. Длина дефекта значительно превышает ширину. |
Воздействие влаги, определяемое относительной влажностью воздуха, температурой и длительностью воздействия. |
|
Смещение центра отверстия |
Отклонение отверстий относительно центров проводящего рисунка. |
Качество отверстий зависит от режимов сверления, геометрии и качества режущих кромок сверла. Погрешности установки заготовки на столе сверлильного станка; погрешности настройки станка; точность станка. Точность изготовления фотошаблона; погрешности взаимной ориентации шаблона и заготовки печатной платы; погрешности при экспонировании рисунка (дифракция). |
|
Изменение геометрии контактной площадки |
Отклонение геометрии контактной площадки от концентрической окружности. |
Размеры кругового кольца, которые меньше указанных, могут служить препятствием для присоединения компонента, а разрыв кольца (нулевое круговое кольцо), связанный с зоной, к которой подходит проводник, может уменьшить способность цепи в токопроводности. |
|
Дефекты изоляционного материала: |
||
|
Пятна |
Возникновение пятен проявляет себя в форме прерывистых белых пятен или «пересечений» ниже поверхности базового материала. |
Появляется в базовом материале из слоев тканевых армированных волокон, в котором пучки разделены в местах пересечения ткани. Пятна могут быть косметически бракованными, но их влияние на функциональность готовой продукции в худшем случае минимальны, а в большинстве случаев незначительны. |
|
Трещины |
Внутренний дефект, проявляющийся в базовом материале при расплетении тканевых волокон, при котором по стекловолокну, разделенному на нити, могут возникнуть трещины вдоль длины нити. |
Причины возникновения связаны с механическим и/или термально спровоцированным ударом. |
|
Расслоение |
Разделение между слоями в рамках базового материала, между материалом и токопроводящей фольгой или между любыми другими двухмерными разделениями в рамках печатной платы. |
Недостаточная толщина препрега (или количество листов препрега между ядрами многослойной печатной платы), заложенная при проектировании стека платы. |
|
Пузырение |
Локализованное увеличение и отделение между любыми слоями базового материала или между базовым материалом и токопроводящей фольгой/ защитным покрытием. Является формой расслоения. |
Воздействие влаги во внутренних межслойных пустотах диэлектрического материала, накопившейся в процессе хранения или эксплуатации. |
|
Тканевая структура |
Волокна тканевого стекловолокна не полностью покрыты смолой. |
Недостаточное количество смолы в препреге (неверно выбранная марка препрега). |
|
Коробление |
Изменение плоскостности печатной платы, характеризуемое цилиндрической или сферической кривизной, при котором, если печатная плата имеет прямоугольную форму, ее четыре угла лежат в одной плоскости. |
Технологические огрехи, ошибки при задании профиля прессования, неправильная сборка пакета заготовки перед прессованием. Неравномерность толщин меди, неравномерность и несбалансированность рисунка проводников во внутренних слоях. |
|
Скручивание |
Деформация, происходящая параллельно диагонали прямоугольного листа, при которой один из углов лежит в плоскости, отличной от плоскости остальных трех углов. |
Технологические огрехи, ошибки при задании профиля прессования, неправильная сборка пакета заготовки перед прессованием. |
|
Дефекты металлизации стенок отверстий: |
||
|
Заусенцы |
Заусенцы на кромках поверхности. Являются причиной снижения точности детали, исключения автоматизации, снижения точности контроля размеров. Заусенцы препятствуют сборке изделий, повреждают сопрягаемые поверхности и провода, нарушают эксплуатационные характеристики изделия, являются причиной травм рабочих. |
Тупое сверло с недопустимым износом режущих кромок; сколы на режущих кромках сверла; неудаляемая стружка внутри пакета обрабатываемых заготовок печатной платы; мягкий подкладной материал или недостаточное усилие прижима пакета; неоптимальное соотношение скорости вращения и подачи сверла. На размеры заусенца влияют физико-механические характеристики обрабатываемого материала, геометрия инструмента и заготовки, параметры износа лезвия и режим резания. |
|
Шероховатость стенок |
Неровности на боковой стенке отверстия. |
Разогрев и оплавление эпоксидной смолы стеклотекстолита с образованием на стенках эпоксидных пятен из-за несоблюдения режимов, работы тупым сверлом, недопустимой толщины пакета заготовок, плохого отвода стружки. |
|
Недостаточное кол-во металлизации |
Отсутствие или малое количество металлизации. |
Плохая рассеивающая способность электролита; нарушение режимов осаждения (времени, плотности тока, интенсивности качания заготовок, отклонения в составе электролита); наличие не удаленных заусенцев на кромках отверстия. |
|
Неравномерное распределение слоя |
Неравномерное распределение слоя металлизации по глубине отверстия. |
Велико время травления меди; остановка конвейера в оборудовании травления; неровности края осажденного металлорезиста. |
|
Нарушение контакта |
Нарушение контакта слоя металлизации с торцами внутренних контактных площадок отверстий многослойных печатных плат. |
Разогрев и оплавление эпоксидной смолы из-за несоблюдения режимов сверления и наволакивание смолы на торцы внутренних контактных площадок; нарушение режимов и условий химического и гальванического осаждения меди. |
|
Не металлизированные участки |
Образование пустот при электрохимической металлизации, приводящих к нарушению электрического контура, а также снижающее прочность сцепления контактной площадки с подложкой. |
Нарушение режимов сверления; плохая очистка отверстий после сверления (остатки реагентов, пыли, наличие заусенцев); нарушение режимов активирования диэлектрика в отверстиях (состав раствора, малое содержание палладия, недостаточное время активации). |
|
Дефекты финишных покрытий |
||
|
Диаметр отверстий |
Разрастание (сужение) отверстия при сверлении механическими сверлами, а также искажение результатов лазерного или плазменного сверления. |
Качество отверстий зависит от режимов сверления (величина подачи, скорость резания, скорость извлечения сверла из отверстия), геометрии и качества режущих кромок сверла. |
|
Приподнятые участки |
В ходе визуальной проверки не должно быть выявлено наличия приподнятых участков над поверхностью базового материала. |
Образовываются за счет не изотропности слоистого материала, наличия в его слоях пустот, заполненных водой. Приподнятые участки могут задерживать примеси в процессе монтажа и рассматриваются как нежелательные для монтажа. |
|
Наплывы |
Состояние возникает, когда расплавленный припой покрывает поверхность крепления и растекается, образуя холмики неправильной формы, отделенные зонами с тонкой пленкой припоя, которая полностью покрывает базовый металл. Наплывы неприемлемы для паяных соединений, но допускаются на земляных шинах или шинах питания для продуктов классов 1 и 2. |
Одной из причин может выступать неправильный подбор флюса, режима пайки волной, скорости истекания струи припоя. |
|
Несмачивание |
Состояние, неудовлетворяющее техническим условиям, когда происходит ограниченное растекание расплава припоя на контактной поверхности с оставлением без смачивания некоторой области поверхности базового металла. |
Образование коррозии, оксидной пленки на поверхности металла. Определяется условиями эксплуатации, хранения, наличия черного налета после электрохимического обезжиривания. |
Расчет динамического диапазона для контроля изделия.
I1 = I0 * e -x * µ
Для контроля тонких объектов, например ПП без компонентов используем диапазон анодных напряжений рентгеновской трубки от 30 до 80 кВ. Определяем ослабление излучения при прохождении им контролируемого объекта в отсутствии дефекта и ослабление излучения при прохождении контролируемого объекта в присутствии дефекта.
В двух ракурсах: излучение падает на ПП по нормали к поверхности и под углом в 45*.
Для контроля “толстых” объектов, например ПП c установленными ЭРЭ используем диапазон анодных напряжений рентгеновской трубки от 60 до 200 кВ. Определяем ослабление излучения при прохождении им контролируемого объекта в отсутствии дефекта и ослабление излучения при прохождении контролируемого объекта в присутствии дефекта. Так же в двух ракурсах: излучение падает на ПП по нормали к поверхности и под углом в 45*.
Изображение ПП получаем за одну экспозицию. Согласно (п.2) схеме контроля. В зависимости от материала и толщины ПП и описания дефекта выбираем оптимальное анодное напряжение для каждого режима и определяем динамический диапазон изменения интенсивности излучения. Приводим его к параметрам АЦП необходимым для преобразования аналоговых сигналов с выхода детектора в цифровой вид. Считаем отношение сигнал шум не менее (ОСШ) – 3, т.е. сигнал от дефекта в три раза должен превышать уровень шума или погрешности измерения.
Оптимальным анодным напряжением является напряжение, при котором мы получаем максимальную чувствительность к дефектам при минимально возможном динамическом диапазоне измеряемого сигнала, следовательно минимально необходимой разрядности АЦП.
Рентгеновский контроль печатных плат – это эффективный метод проверки монтажа электронных компонентов, который позволяет максимально точно определить наличие дефектов в изделии, их месторасположение и размер. Объектами рентгеновского контроля печатных плат являются сложные платы с высокой плотностью монтажа электронных компонентов, электронные узлы на гибких платах, разъемы и прочие детали.
Полученный в процессе проверки рентгеновский снимок объекта или его трехмерная модель анализируются посредством компьютерного изображения, и на основании полученных данных делается вывод о наличии дефектов в паяных соединениях, проводниках, топологии ПП. Данный контроль получил широкое распространение благодаря своим характеристикам: надежность проверки, автономность, маневренность, простота производства, экономичность.
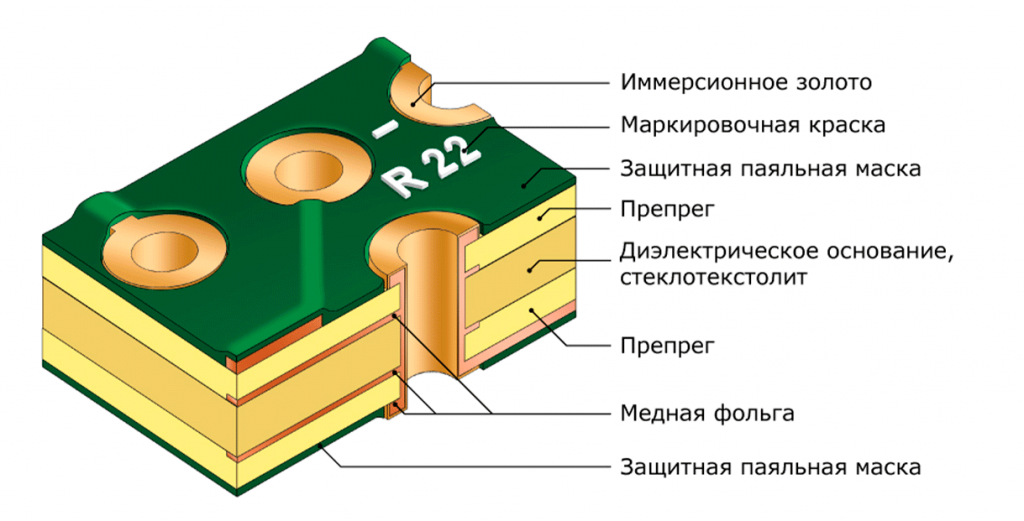
В качестве основы печатной платы наиболее часто используются такие материалы, как стеклотекстолит, гетинакс, керамика. Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек.
Общие требования к выполнению курсовой работы
- Отчет оформляется в виде пояснительной записки. Пояснительная записка, объемом ~ 20 страниц, оформляется согласно ГОСТ 7.32-91 (ИСО 5966-82) «Отчет о научно-исследовательской работе. Структура и правила оформления». В соответствии с этим стандартом текстовый документ подобного типа должен включать:
- титульный лист;
- задание;
- реферат (аннотацию);
- список условных обозначений, сокращений и терминов;
- содержание;
- введение;
- основную часть;
- выводы;
- список используемых источников;
- приложения.
- Сутью практикума является выполнение исследовательской работы в области контроля и диагностики по заданным в индивидуальном задании параметрам.
- Пояснительная записка должна выполняться и оформляться в соответствии с требованиями систем Государственных стандартов:
- Единой системы конструкторской документации (ЕСКД);
- Единой системы технологической документации (ЕСТД);
- Единой системы технологической подготовки производства (ЕСТПП);
- Единой системы программной документации (ЕСПД);
- Системы стандартов в области охраны природы;
- Системы стандартов безопасности труда (ССВТ).
- В связи со спецификой учебной документации допускается по согласованию с руководителем работы ряд отклонений от требований Государственных стандартов, например использование САПР иностранного производства не сертефицированных на территории России.
- Все материалы РПЗ сдаются в электронном варианте или пересылаются по электронной почте на адрес преподавателя.
- Формат названия файлов документа: Фамилия_группа_КДЭС.
Пример задания на практикум
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Московский государственный технический университет имени Н.Э. Баумана» (МГТУ им. Н.Э. Баумана)
УТВЕРЖДАЮ
Заведующий кафедрой
(Индекс)
З А Д А Н И Е
(И.О.Фамилия)
« » 20 г.
на выполнение практикума
по дисциплине «Контроль и диагностика электронных средств»
«Рентгеновский контроль ххххххххх»
(Тема курсовой работы)
Студент ххххххх ИУ4-21М
(Фамилия, инициалы, индекс группы)
График выполнения работы: 25% к нед., 50% к нед., 75% к нед., 100% к нед.
1. Техническое задание
В рамках практикума должна быть исследована работа в области контроля и диагностики по заданным в индивидуальном задании параметрам. В ходе работы необходимо выбрать подходящую по характеристикам установку контроля, описать алгоритм выполнения процедуры контроля и изобразить геометрическую схему контроля. Подробно рассмотреть воздействие дестабилизирующих факторов на чувствительность системы к дефектам.
Результатом практикума должен являться выбор оптимального режима контроля электронной ячейки.
2. Оформление отчета по практикуму
2.1. Расчетно-пояснительная записка на листах формата А4 в формате doc.
Расчеты файл в формате xls
Дата выдачи задания « » 2024г.
Руководитель Б.В. Артемьев
(Подпись, дата) (И.О.Фамилия)
Студент хххххххх
(Подпись, дата) (И.О.Фамилия)
Пример содержания отчета по практикуму
АННОТАЦИЯ
Оглавление
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, СОКРАЩЕНИЯ И ТЕРМИНЫ
2.1. Классификация рентгеновских трубок
2.2. Основные характеристики рентгеновских трубок
3. КРИТЕРИИ ВЫБОРА РЕНТГЕНОВСКИХ ТРУБОК
5.1 Схема установки рентгеновского контроля
5.2 Алгоритм выполнения процедуры контроля
5.3 Описание материала печатной платы и свойств установленных компонентов
5.4 Проведение расчетов ослабления излучения и определение динамического диапазона сигнала детектора. Выбор разрядности АЦП с учетом отношения С.Ш = 3. Шумом считать методическую погрешность преобразования.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
Приложение А – Чертеж ПП Блока питания
Приложение Б – Сборочный чертеж Блока питания